



矿用w型钢带-矿用w型钢带厂-胜鑫支护材料厂
鸡泽县胜鑫支护材料有限公司
经营模式:生产加工
地址:河北省邯郸市鸡泽县双塔镇申底工业园
主营:锚杆,圆钢麻花锚杆,左旋锚杆,右旋锚杆,矿用托盘,矿用网片
业务热线:0310-7688969
产品详情 联系方式
产品品牌:胜鑫支护材料
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
要想实现W钢带的连轧技术,关键的就是要机架件的张力进行合理的控制,说的简单实际操作起来难度还是很大的,w钢带技术,稍有不慎W钢带就会因张力过大而出现各种缺陷。随着技术的进步,前滑法研制成功,并成为W钢带连轧的关键技术之一。如果新前滑值增大,就说明机架间出现了张力,反之,机架呈现的就是推力。根据这一原理,就算确定W钢带连轧机架的运行速度,虽然这一技术帮助我们实现了W钢带的连轧,但是需要增加数套高准度的轧件测速装置才能确保产品的轧制精度。








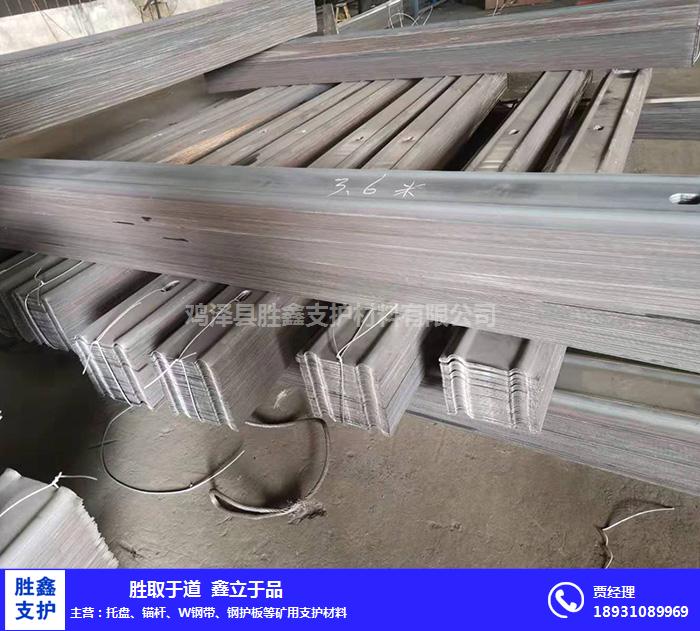
1、等强螺纹锚杆、w钢带和金属网片。2、等强螺纹锚杆、w钢带、锚索和金属网片。3、等强螺纹锚杆、w钢带、预拉力桁架和金属网片。4、等强螺纹锚杆、预拉力锚索、预拉力桁架和金属网片。1、W型钢带抗弯截面模量提高37倍。2、钢度提高70倍左右。3、W型钢带冷轧过程中的硬化作用,提高抗拉强度12%--15%。w钢带使用方法:利用锚杆等材料,将w型钢带固定于巷道顶部及侧面。


w钢带在可能的情况下,增加钻孔深度,加长锚梁长度,将锚梁区段向钻孔深度延伸,避开出水段岩层,向钻孔内送树脂锚梁固定剂时,必须在锚固剂超出出水段岩层后,方可进行搅拌,如果锚杆长度不够,可使用接长锚杆锚索群代替原来锚梁。w钢带与锚杆如何选择高强度锚固深度w钢带钢带与锚杆如何选择高强度锚固深度。w钢带与锚杆共同作为支护工具,可谓是天生的一对,其中选择合理的锚梁的锚固深度应该是在巷道围岩遇淋水之后,要及时修改锚梁支护的设计。




贾经理先生
手机:18931089969



